
合肥歐藝數(shù)控設(shè)備有限公司
專業(yè)研制-生產(chǎn)-銷售-CNC雕刻機(jī)的專業(yè)廠家服務(wù)熱線
15555154787

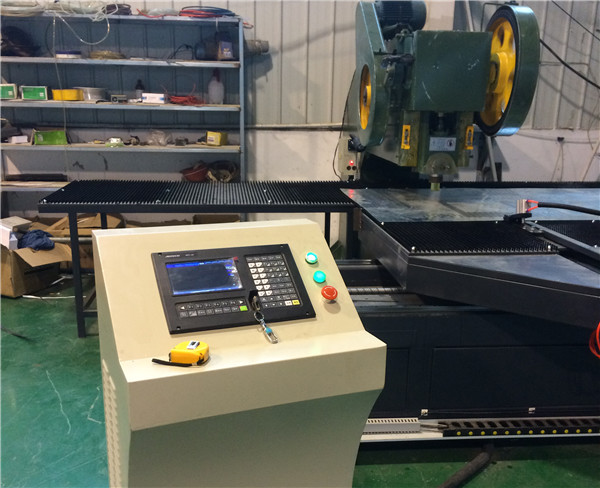
排除人為誤差,零件的加工一致性好,質(zhì)量穩(wěn)定可靠是數(shù)控沖床的標(biāo)配需求。再者,普通沖床的操作就是用人拿著工件一個(gè)一個(gè)的打,自己模具做好定位。但是縱觀現(xiàn)代的鈑金加工市場(chǎng),消費(fèi)者的需求日趨多樣,而數(shù)控沖床往往需要特殊的模具,在面對(duì)種類多的鈑金加工時(shí),數(shù)控沖床往往會(huì)顯得力不從心。加工的速度太快。這個(gè)都知道了,你一味的強(qiáng)調(diào)效率,成天滿負(fù)荷高速運(yùn)轉(zhuǎn),什么東西都備不住啊。加工工序的優(yōu)化不到位。






主要由控制系統(tǒng)、主傳動(dòng)系統(tǒng)、送料系統(tǒng)、轉(zhuǎn)盤、模具及外圍編程軟件等部分組成,是一種集機(jī)、電、液、氣于一體化,排除人為誤差,零件的加工一致性好,質(zhì)量穩(wěn)定可靠是數(shù)控沖床的標(biāo)配需求。再者,普通沖床的操作就是用人拿著工件一個(gè)一個(gè)的打,自己模具做好定位。與機(jī)械式相比,其優(yōu)點(diǎn)是沖壓工藝性得到擴(kuò)展,沖壓頻率得到提高,噪聲得以降低。但存在油污染、耗電量大、環(huán)境和溫度耐受性差、可靠性低、維護(hù)困難等缺點(diǎn)。

簡(jiǎn)單的總結(jié)來(lái)看,數(shù)控沖床具有以下的特點(diǎn):首先是精度比較高,而且質(zhì)量穩(wěn)定,其次是數(shù)控沖床的自動(dòng)化程度高,節(jié)省了人力資源。本來(lái)沖床設(shè)計(jì)的沖壓厚度大可能為6mm,你非要長(zhǎng)期讓其在6個(gè)以上的環(huán)境下工作,模具不損壞才怪。標(biāo)準(zhǔn)的沖床適用厚度都在0.8-6個(gè)之間。數(shù)控沖床模具的損耗主要體現(xiàn)在一下幾點(diǎn):沖床設(shè)備在出廠前設(shè)計(jì)與加工的模具對(duì)中性差。模位孔對(duì)中性不好,會(huì)使模具在使用過程中發(fā)生碰撞與摩擦,


本網(wǎng)站全力支持關(guān)于《中華人民共和國(guó)廣告法》實(shí)施的“極限化違禁詞”相關(guān)規(guī)定,且已竭力規(guī)避使用“違禁詞”。故即日起凡本網(wǎng)站任意頁(yè)面含有極限化“違禁詞”介紹的文字或圖片,一律非本網(wǎng)站主觀意愿并即刻失效,不可用于客戶任何行為的參考依據(jù)。凡訪客訪問本網(wǎng)站,均表示認(rèn)同此條約!感謝配合!
掃一掃手機(jī)網(wǎng)站




 在線客服
在線客服 15555154787
15555154787 1079706544@qq.com
1079706544@qq.com