
數控等離子切割機風扇對離子量的輸出設計是平衡的、固定的。由于可能受到電壓波動、環境空氣濕度等因素影響會形成離子平衡的偏移〔殘余電壓〕。偏移量標準:OV±10V。若消除靜電時間和殘余電壓有大的偏差時,要送到工廠進行調校。數控等離子切割系統的CNC裝置是系統工作的核心部分,其供電電源是干擾進入的主要途徑。電源干擾主要是通過供電線路的阻抗耦合產生,各種大功率用電設備是主要的干擾源。如果你是要進行長時間的切割或者自動設定的切割,確保檢查機器的工作負載持續率。負載持續率簡單來說就是設備工作到過熱需要冷卻之前的持續工作時間。

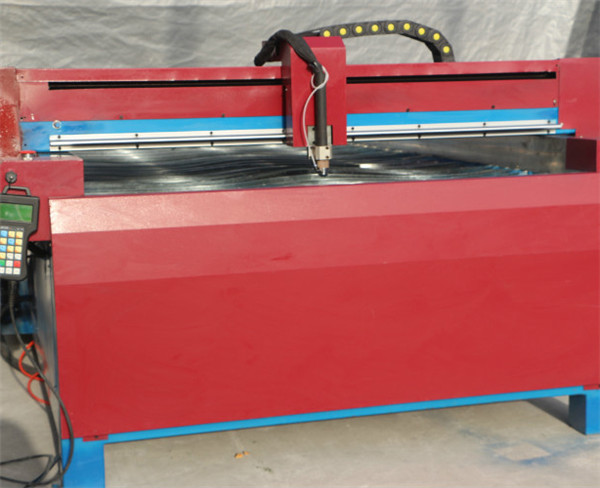





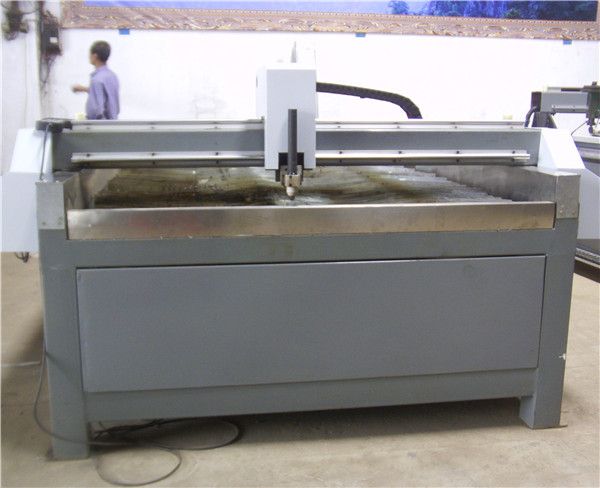
數控等離子切割機是利用高速度、高溫度、高能量的等離子切割機與計算機控制相結合起來的切割金屬板材的設備。目前等離子切割根據切割輔助氣體的不同分為多種,不同的輔助切割氣體切割速度規范也不盡相同,以空氣等離子弧切割為例,在切割碳鋼板時,以230A切割電流為標準,6mm厚度碳鋼板切割速度可達到3300mm/min較為適宜。等離子切割配合不同的工作氣體可以切割各種氧氣切割難以切割的金屬,尤其是對于有色金屬(不銹鋼、鋁、銅、鈦、鎳)切割效果更佳。


數控等離子切割機,從根本上來講,它也是一種切割中厚板的方式,就是將混合氣體通過高頻電弧成為等離子體,然后從割嘴中噴出,從而完成切割過程的。臺式數控等離子切割機除了電極噴嘴的消耗之外再無其它成本消耗,其切割精度在±0.5mm,完全可以滿足鈑金行業要求。等離子切割機的保養需要注意六步,包括:正確的裝配割炬、消耗件在損壞前要及時更換、清洗割炬的連接螺紋、清洗電極和噴咀的接觸面、每天檢查氣體和冷卻氣、避免割炬碰撞損壞,只有注意到以上幾點,才能更好的保養我們所使用的等離子切割機。
本網站全力支持關于《中華人民共和國廣告法》實施的“極限化違禁詞”相關規定,且已竭力規避使用“違禁詞”。故即日起凡本網站任意頁面含有極限化“違禁詞”介紹的文字或圖片,一律非本網站主觀意愿并即刻失效,不可用于客戶任何行為的參考依據。凡訪客訪問本網站,均表示認同此條約!感謝配合!
掃一掃手機網站





 在線客服
在線客服 15555154787
15555154787 1079706544@qq.com
1079706544@qq.com